新品上市|澳克泰工具三面刃铣刀,多工况效率和精密之选

目前制造产业正加速向高精度、高效率升级,精密槽铣及各类铣削加工中仍普遍面临诸多痛点:深内腔长悬伸铣削易产生震刀,影响表面光洁度;多槽位批量加工需反复装夹,拖慢产线节拍;不同槽宽需配多款刀具,推高备货与使用成本;刀片加工中易蹿动偏移,导致尺寸超差甚至工件报废;而在狭小避让空间、异形件背铣等特殊工况下,常规刀具更受机床结构限制,难以满足需求。
针对上述一线现场难题,澳克泰工具推出全新可转位三面刃铣刀系列。该系列基于真实工况调研研发设计,围绕精度、成本、效率、节拍四大核心生产需求,构建LX和LN两大产品矩阵,并配套多类型连接结构与场景定制化专用刀片,可覆盖汽车、工程机械、航空航天、通用机械等行业的槽铣、面铣、方肩铣、背铣、切断等复杂加工场景,为各类精密零部件提供稳定可靠的国产切削方案。
本次三面刃铣刀分为LX系列、LN系列两大规格体系,规格覆盖范围广,可实现多刀盘叠装同步加工,有效压缩工序工时,优化生产线加工节拍。
LX系列三面刃铣刀
可选规格:4mm、5mm、6mm、8mm、10mm
刀盘直径范围:50mm–250mm
适用深腔狭小空间、长悬深等高难度加工场景。
LN系列三面刃铣刀
可选规格:10mm、12mm、14mm、16mm、20mm
刀盘直径范围:80mm–250mm
适用大宽度槽体、快速去余量等加工场景,一款刀片可以适配多种规格刀体。
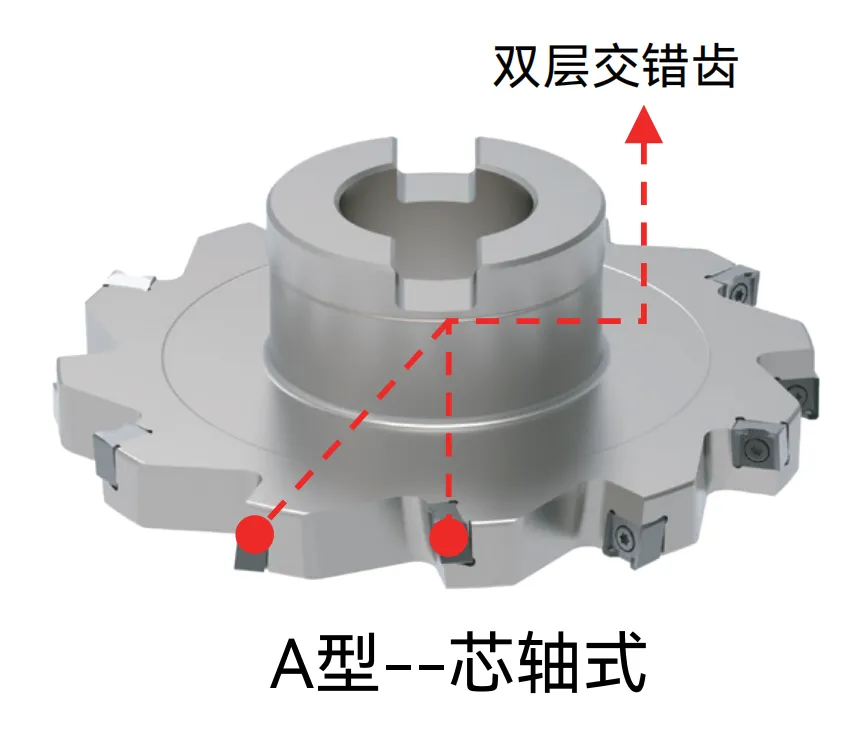
全系采用固定式双层交错齿结构,切削过程受力均匀,能够提升切削运行平稳性,减少加工震颤现象,助力工件获得稳定的尺寸精度与良好的表面光洁效果。
多场景灵活适配
本次新品搭载三种主流连接结构,兼顾通用性、装配便捷性与切削刚性,适配不同机床、不同加工工况使用需求:
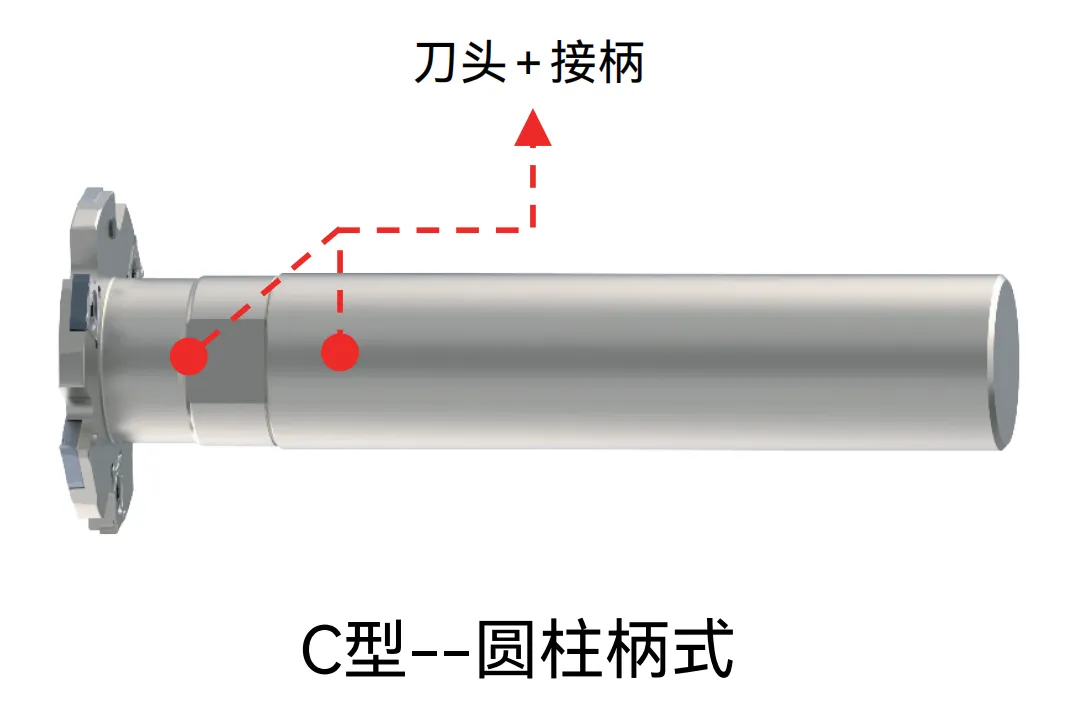
Part 01:C 型圆柱柄可拆卸结构
专为LX系列特殊加工场景设计,拆装便捷,适配兼容性较强,可适配狭小避让空间、深腔干涉类加工工况。
Part 02:A 型芯轴套式接口
可适配常规通用面铣刀柄,市场通用性好,企业现有刀柄即可直接配套使用,降低客户刀柄配套投入成本,适配常规加工场景。
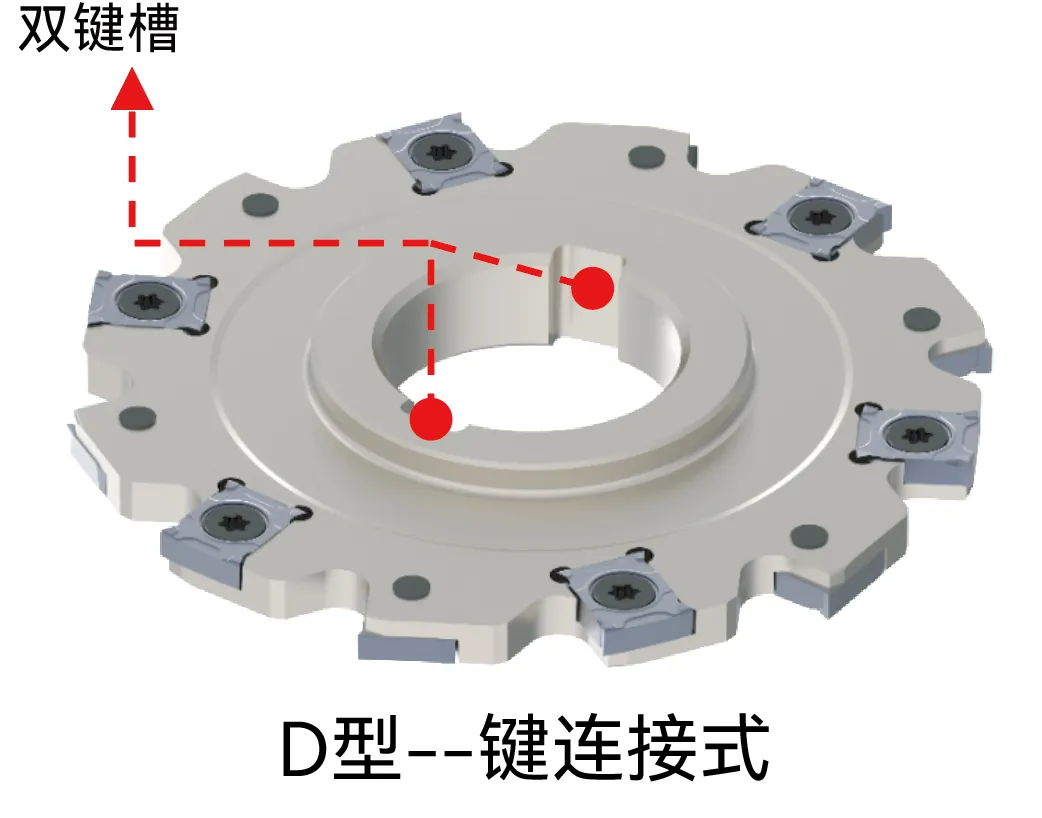
Part 03:D 型双键槽连接结构
传动连接刚性表现优异,扭矩承载能力强,可稳定支持多刀盘组合加工,工艺适配灵活度高,适合大余量切削、批量重载加工等工况,有效规避切削过程刀盘打滑、偏移问题。
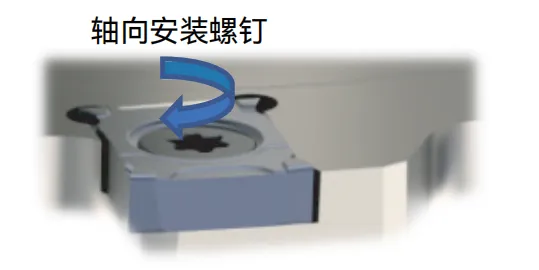
LX系列刀片:MM3 低切削力锋利槽型
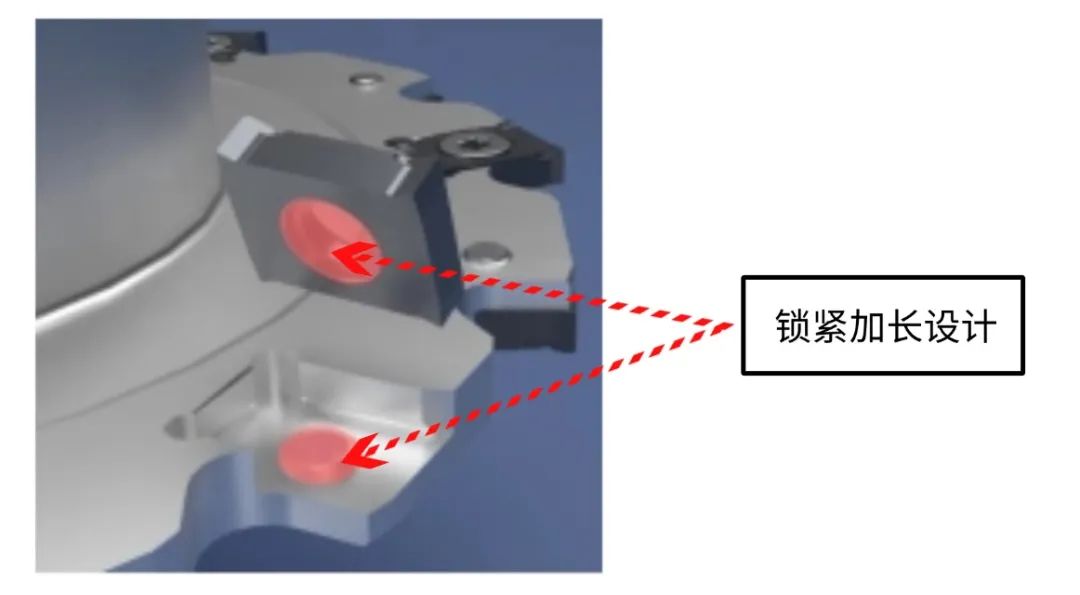
主切削刃沿刀片厚度方向布局,优化刀片与刀体装配结构,采用加长锁紧螺纹设计,刀片锁紧定位稳定,长时间连续切削下不易出现位移松动,延长刀具稳定使用周期。
配置副切削修光刃,优化槽壁表面加工质量,减少后续打磨工序;MM3 锋利断屑槽型可降低切削阻力,缓解长悬伸加工下的刀体受力形变问题。
刀片安装面经过精密磨削处理,定位精度稳定;采用单面 4 刃设计,无需区分左右手刀片,刀片备货、现场换刀操作便捷,可优化企业刀具综合使用成本。
LN系列刀片:MM4 通用型加工槽型
单款刀片可搭配组装多种刀体,精简客户刀片备货规格;自带修光副刃,保障工件表面光洁度;
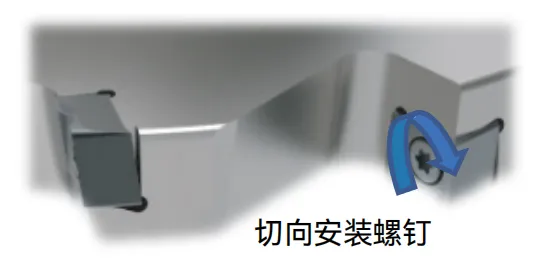
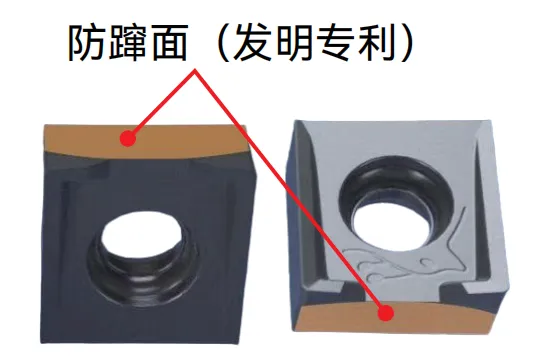
搭载公司发明专利授权防蹿面结构,切削过程中可形成贴合刀体定位面的作用力,抑制刀片蹿动、松动偏移,降低槽宽超差、工件划伤概率,提升加工安全性与成品合格率;
高精度磨削安装基面搭配双面 4 刃结构,单刀片可用刃口数量充足,适配钢件、铸铁等多数常规材料铣削,工况适用范围广泛。
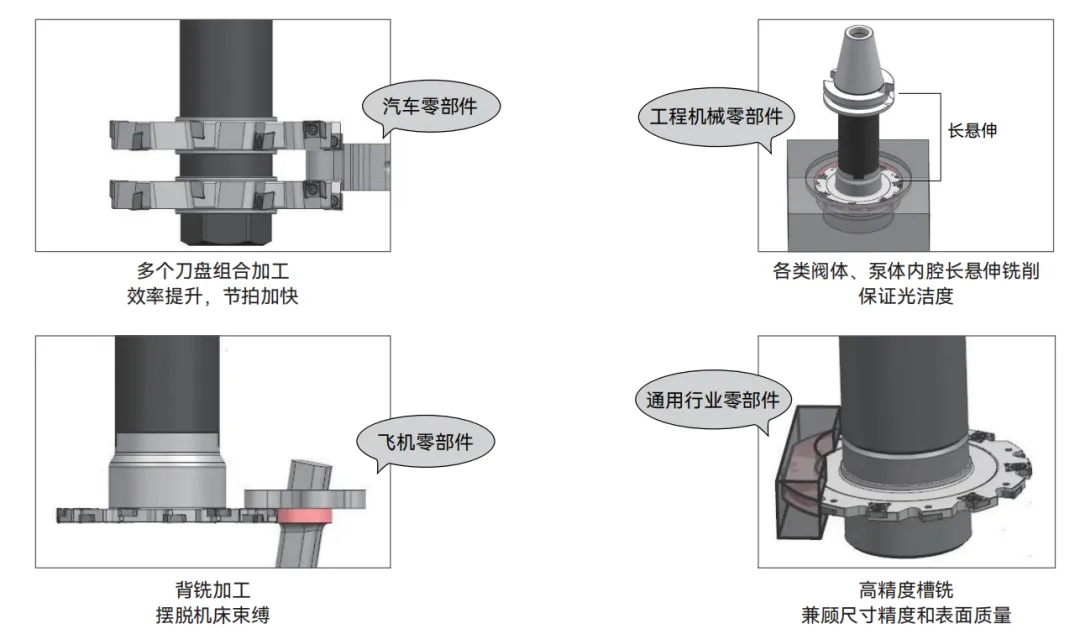
1. 汽车零部件加工
依托多刀盘组合加工能力,一次装夹完成多个加工面铣削,缩短单件加工时长,优化产线运行节拍。
2. 工程机械行业阀体、泵体加工
针对液压阀体、油泵壳体深内腔长悬伸铣削工况,凭借刀具优异的抗振结构,深腔加工过程运行平稳,工件内壁可达到较好的光洁度,减少二次精加工工序。
3. 航空发动机喷嘴壳体背铣加工
适配非常规背铣工艺场景,依托结构设计优势,可在常规机床行程、工装限制下完成异形零部件加工作业。
4. 通用机械零部件高精度槽铣
兼顾尺寸公差要求与表面加工质量,广泛用于支撑件、连接件等零部件台阶槽、定位槽加工,稳定控制工件报废率,助力企业精益化生产。
澳克泰工具依托全国完善的技术服务网络,为新老客户提供配套技术支持:
1. 支持非标槽宽、非标规格、非标材质等个性化定制开发;
2. 快速响应刀具选型、现场调试、工艺优化等技术咨询需求。
如需获取产品详细规格手册或预约现场试切,可联系澳克泰工具各区域销售工程师,解锁高效精密全新加工方案。