澳克泰工具攻克高温合金壁垒,实现高端制造自主可控
在航空航天、发动机等高端制造领域,GH4169 镍基高温合金是核心零部件的首选材料,但这类难加工材料的精加工刀具,长期被欧美品牌垄断,采购成本高、供货周期长,成为制约国内高端制造降本增效的关键痛点。
为打破进口依赖,澳克泰工具针对高温合金精加工场景潜心研发的AP100S 专用车削材质,完成了全流程国产化替代验证,实测性能全面对标国际一线品牌,为国内高端制造领域提供了性能可靠、性价比突出的国产刀具解决方案!
工艺深耕 技术破局-让高温合金切削不再难
澳克泰工具产品优越性能,源于基体、涂层、槽型的全方位技术创新:
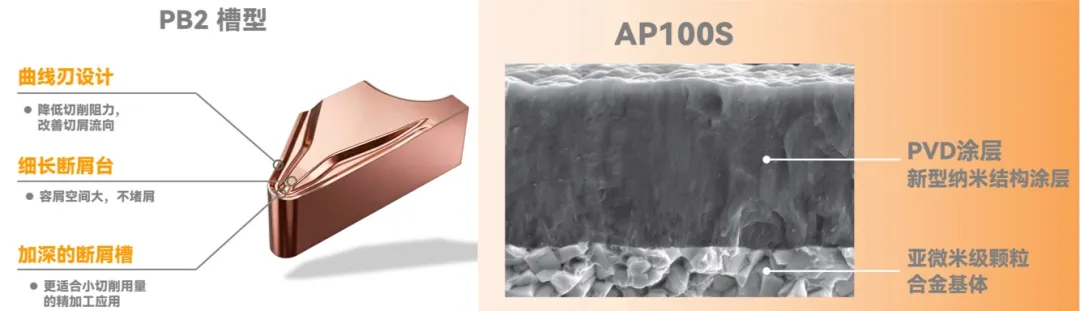
01 亚微米级颗粒合金基体
兼顾高硬度与强韧性,有效抵御高温合金切削过程中的冲击与挤压,从根源杜绝刀片崩刃、边角破损等失效问题;同时优异耐磨属性大幅延长刀具寿命,减少停机换刀刀调试频次,有效提升机床稼动率,削减刀具耗材投入。
02 新型 PVD 高硬度纳米结构涂层
自研致密纳米结构涂层,涂层与基体结合强度高,涂层表面极致光滑,切削过程摩擦阻力显著下降,从源头抑制积屑瘤粘附工件,规避划伤、尺寸超差等加工缺陷。既能稳定保障工件精加工表面质量,降低不良品报废损耗,又能承受高温切削工况,进一步提高刀具寿命。
03 PB2 专属精加工槽型
曲线刃设计:降低切削阻力,优化切屑流向,降低机床负载,减少设备损耗,降低震动,确保稳定的工件尺寸精度。
细长断屑台:增大容屑空间,解决精加工堵屑难题,避免划伤已加工表面,提升工件光洁度,降低产品报废率。
加深断屑槽: 精准匹配精加工小参数加工工况,微量切削下仍可实现可控稳定断屑,无需中途停机清理铁屑,适配长时间连续自动化生产。
基体、涂层、槽型三大核心技术一体化协同加持,针对高温合金精加工场景,为客户实现三大核心价值:切削过程稳定无突发崩刀、刀具使用寿命大幅延长;降低耗材成本,排屑流畅无堵屑困扰,兼顾加工精度、生产效率与刀具综合使用成本,助力客户提升精加工产能、大幅降低加工成本。
实测数据为证!全面对标国际一线品牌
实验室严格对标、精准分析
加工设备:CTX 510 卧式车削中心,外圆刀杆接口 25×25,外冷冷却条件
测试工件:GH4169 镍基高温合金预加工棒料,尺寸 Φ150×480,抗拉强度 1275MPa,硬度 HRC42(行业典型高温合金加工硬度)
刀具方案:统一采用 SVJNL 2525-M16 刀杆,VBMT 160408 规格刀片
切削参数:切削速度 Vc=60m/min,fn=0.20mm/rev, ap=0.20mm
所有测试在完全相同的工况下开展,对比澳克泰工具 AP100S 与 4 款欧美主流品牌高温合金刀片的综合性能。
刀片最终寿命比
在相同加工参数下,各品牌刀具最终寿命(后刀面磨损 VB≈0.3mm)测试结果:
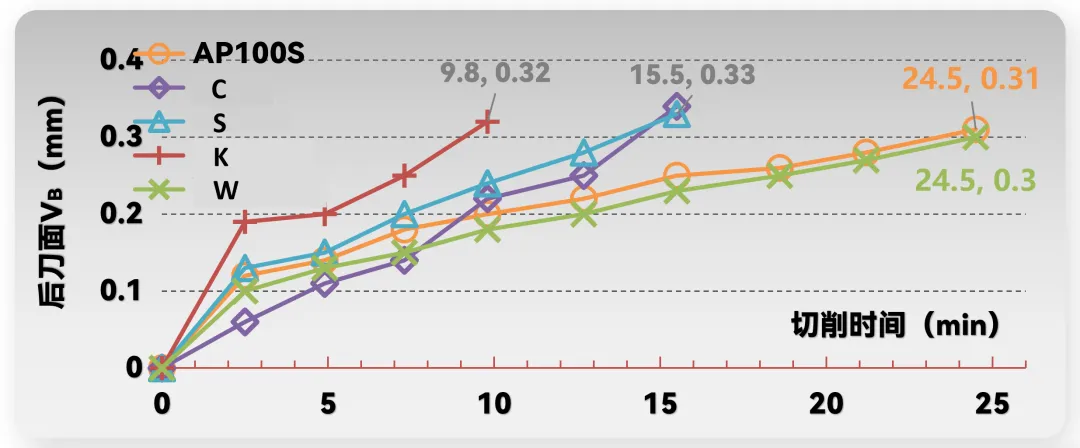
澳克泰工具 AP100S 使用寿命达到国际顶级品牌水平,甚至超越了部分欧美主流产品。
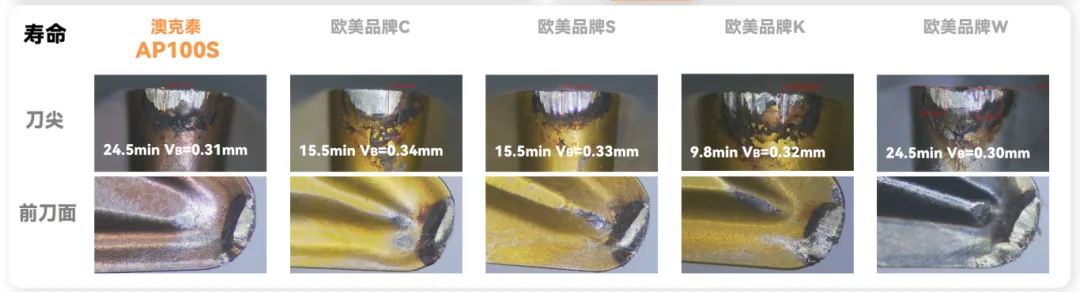
刀具中间磨损状态对比
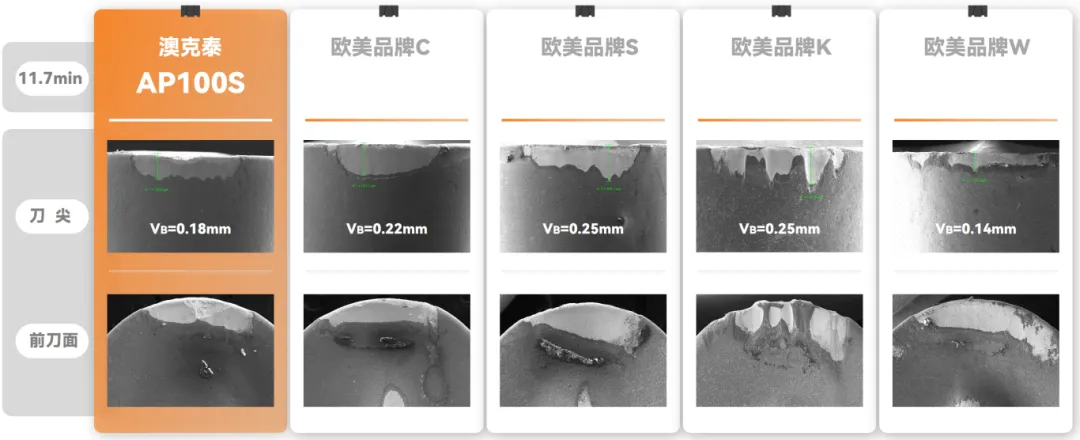
加工 11.7 分钟检测刀片磨损状态:
澳克泰工具 AP100S:刀尖与前刀面磨损轻微,刃口完整无崩损,无明显涂层脱落。
欧美竞品刀具:同期刃口磨损普遍更严重,部分产品已出现涂层剥落、刃口崩损迹象。
对比结果:AP100S 优异的抗磨损、抗崩损性能,可长期保持稳定切削状态,避免因刀具磨损导致的零件尺寸偏差与废品率上升。
表面质量以及切屑形态对比
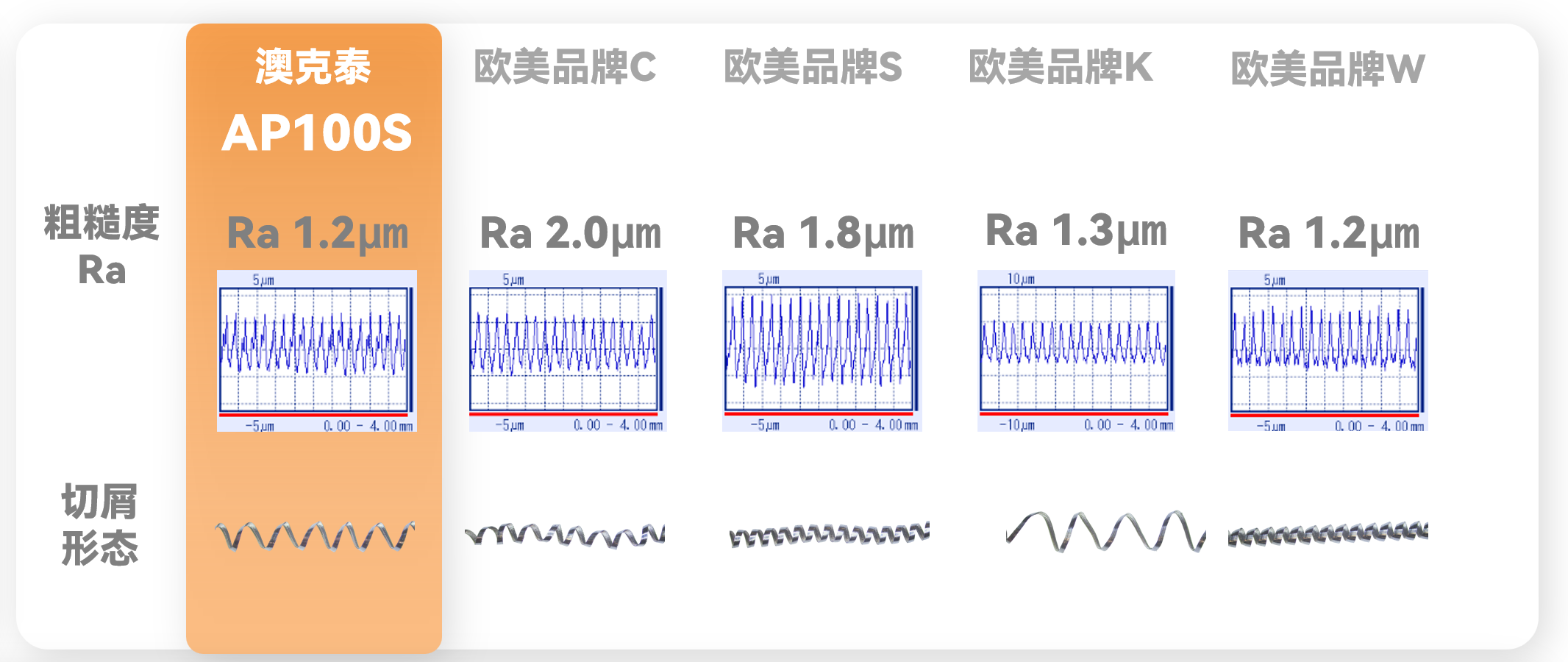
AP100S 加工的工件表面质量达到国际顶级品牌水准,可直接减少后续打磨、抛光工序,缩短生产流程,提升成品良品率。
澳克泰工具 AP100S 切屑形态卷曲圆滑、排屑顺畅,无缠刀、挤屑问题;部分欧美品牌出现切屑不规则、缠绕的情况,进一步验证了 PB2 槽型在精加工场景下的控屑优势。
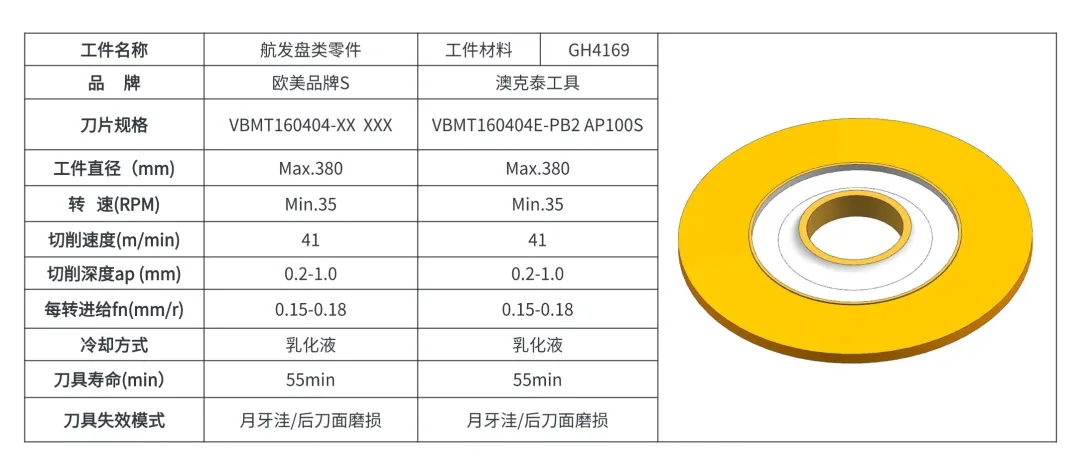
内部试切汇总对比:

注:最终寿命以后刀面磨损 VB≈0.3mm,粗糙度测量时间点均为6min时间测量值。
现场实切见成效 对标进口不落下风
本次全流程验证结论明确:GH4169 高温合金精加工场景下,澳克泰工具 AP100S 综合性能完全达到国际高端品牌水平,可直接替代进口同类型刀具。
实现刀具自主可控,助力高端制造提质增效
对于国内制造企业而言,选择澳克泰工具 AP100S 意味着:
1. 使用成本更低:相比进口刀具,采购成本进一步下降,同时寿命和效率兼顾,降低单件刀具成本。
2. 供应链、性能稳定:本土生产供应及时,从粉末到成品的全产业流程,品控严苛超越绝大部分进口品牌。
3. 技术服务强势加持:本土技术团队可提供现场工艺支持、定制化优化方案,服务效率超越大部分进口品牌。
从航空航天发动机零部件,到油气能源行业高温合金装备,澳克泰工具 AP100S 正以硬核的性能、突出的稳定性,成为高温合金精加工领域国产替代的首选方案,助力中国高端制造摆脱进口依赖,实现自主可控!