行业方案 | 差速器壳体解决方案
近几年来新能源汽车的高速发展改变了很多的汽车零部件产品,但差速器作为汽车传动系统中的重要组成部分,在新能源汽车时代,它的重要性不仅未减弱,反而因轻量化、高集成化和智能化趋势而进一步提升。
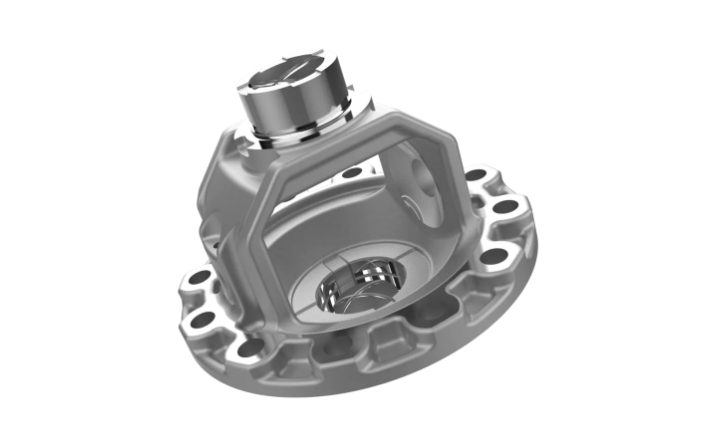
差速器壳体作为差速器总成的主要构件,具有形状复杂并包含内腔结构的特点,所承受的力学负载也极为复杂,故其材料选择与机械加工工艺远非普通铸件可比。常见的差速器壳多采用高强度铸铁或球墨铸铁铸造而成。澳克泰工具聚焦行业痛点,持续投入研发,已形成成熟的刀具解决方案与加工经验。
挑战:刀尖承受高频冲击载荷,刀片易破损失效,刀具寿命低且难以预测换刀时间;导致自动化生产困难、生成效率低、工件尺寸超差、刀具成本高等问题。
澳克泰工具解决方案:针对断续车削的强壮槽型,兼具韧性和耐磨性的车削材质。
客户收益:刀片寿命更长且稳定,减少换刀次数,提高加工效率,降低加工成本。
挑战:面尺寸精度和轮廓度要求高;表面光洁度要求严格;断续加工,刀具承受冲击载荷;球形轮廓不好加工;内部型腔刀具可达性差,振动风险高。
澳克泰工具解决方案:鹅颈刀杆+重金属材料;特定的进退刀方式;既能保证刀具的可达性,又能提高刀具的整体刚性。
客户收益:稳定的球面精度;稳定的加工质量。
挑战:轴承座内孔尺寸精度、同轴度要求高;刀具悬伸长,振动风险高,加工效率低。
澳克泰工具解决方案:正反镗复合刀杆,优化刀杆和刀片受力设计,降低振动风险的同时,保证加工精度。
客户收益:保证尺寸和位置度要求,更长的刀片寿命。
挑战:油槽截面和螺旋升角种类多样,需要有针对性设计。
澳克泰工具解决方案:针对不同需求,定制不同的设计方案,采用半非标刀片;按不同的螺旋升角和截面要求及加工要求,设计不同的刀杆。
客户收益:完成符合要求的油槽加工,需求响应快捷。
根据差壳零件的结构特点,小端部位有两种加工工艺:一是采用标准外圆车刀依次车削小端端面、小端外圆及法兰面;二是采用复合套车刀同时加工各部位,能够极大地提高加工效率。
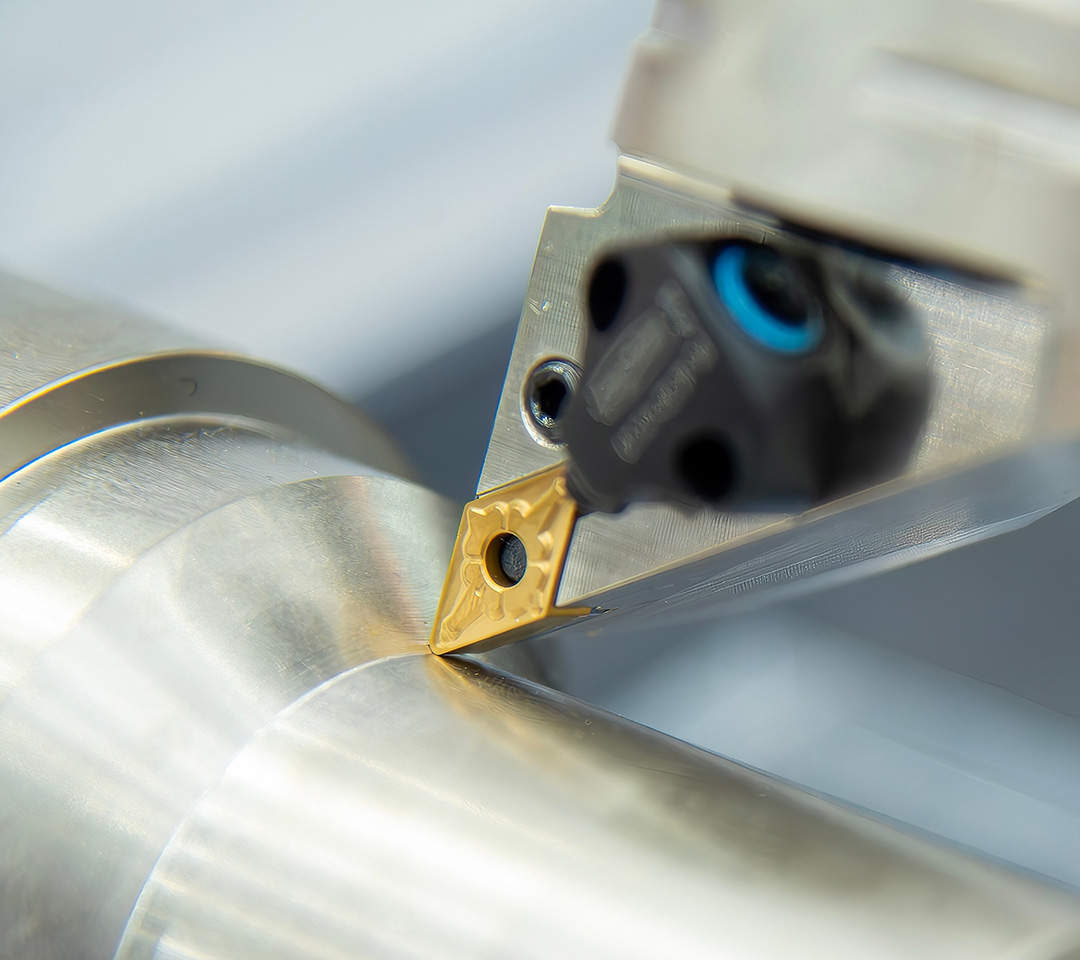
对于法兰面的加工主要使用WNMG08和CNMG12两种标准ISO车刀片进行加工,法兰端面的强断续加工对刀具的冲击很大,导致刀尖过早的失效,刀具寿命低。
解决方案:针对球铁的强断续加工的KC4槽型和AC202K材质。
KC4槽型具有优异的抗崩能力,搭配具有更好耐磨性的AC202K材质,使其在断续加工时有良好的加工表现和稳定的刀具寿命。
针对内球面的加工采用鹅颈刀的方案,刀杆采用重金属材料制造,具有一定的减震效果,减少加工时的震动,保证球面的加工精度同时可以提高加工效率和刀具寿命。
内孔采用正反镗一次加工完成,保证产品的加工精度,刀片采用C型或D型的标准刀片,刀杆根据轴孔直径和加工直径进行非标设计,刀杆具备减震效果,保证加工精度同时可以提高加工效率和刀具寿命。
油槽刀片属于半非标设计刀片,基体采用标准的D型刀片,根据客户不同的油槽截面和螺旋升角进行定制设计,搭配非标刀杆,满足客户多种的需求。
1. 产能效率全面提升
通过工艺整合与刀具优化,将多道工序合并为一次加工完成,有效减少换刀、装夹和停机时间。整套解决方案可使差速器壳体整体加工效率提升 20%-40%,帮助客户在不增加设备投入的情况下,更好地应对新能源汽车市场快速增长的订单需求。
2. 综合成本有效降低
专为球墨铸铁强断续加工开发的刀具材质与槽型,可使关键工序刀具寿命提升 1-2 倍,大幅减少换刀次数和刀具消耗。同时,方案优先采用标准 ISO 刀片基体,仅针对特殊需求进行半非标定制,有助于降低客户的刀具采购成本和库存压力。
3.全流程技术服务保障
澳克泰工具不仅提供高品质的刀具产品,更输出专业的全流程加工技术服务:
前期工艺规划:根据客户产品特点和加工设备,量身定制合适的加工方案
现场调试支持:专业技术工程师上门进行刀具安装调试和参数优化
持续技术升级:定期回访客户,根据生产实际情况优化加工工艺
人员技能培训:为客户操作人员提供刀具使用和维护的专业培训
面对未来,澳克泰工具将持续深耕切削加工技术,以匠心打磨产品,以服务创造价值,为全球制造业客户提供卓越的刀具解决方案,助力客户实现降本增效、提质升级。